
Vincent Pargeter
| In a recent newsletter we shared the history of the Montefiore Windmill which was built by the Holmans of Kent. Vincent Pargeter, who worked on the restoration of the mill, wrote up an account of his experiences (originally published in Mill News, Oct 2012 and Jan 2013). This is an abridged version. | |

| I first learned of the existence of the Jaffa Gate Mill when I read William Coles Finch’s book “Watermills and Windmills” in the 1950s. This book, published in 1933, included a photograph of the mill which showed it in a damaged and derelict condition even then, but clearly a Kentish-type mill. As there always seemed to be so much unrest in the Middle East, I imagined that the mill had disappeared, and never expected to be involved with its restoration many years later. Fast forward to March 2007, when I received, quite out of the blue, a letter from Mr. Herman Schotanus, an officer of the organisation “Christians for Israel”. They are a religious organisation based in Nijkerk, Holland that had decided to examine the possibility of restoring the Jaffa Gate Mill as a project. The organisers, realising that the windmill was English-built, had contacted the Mills Archive for information, and my name had come up in connection with Kentish windmills. Naturally I responded positively to their enquiries and agreed to meet their representatives in Kent to look at some of the remaining windmills in the County. Meanwhile, the late Geoff Holman had also been contacted, and had expressed interest in the project. It was agreed to meet at Geoff and Lynn’s holiday home at Littlebourne on 8th July 2007. | |

(Mills Archive Collection, JENN-8638)
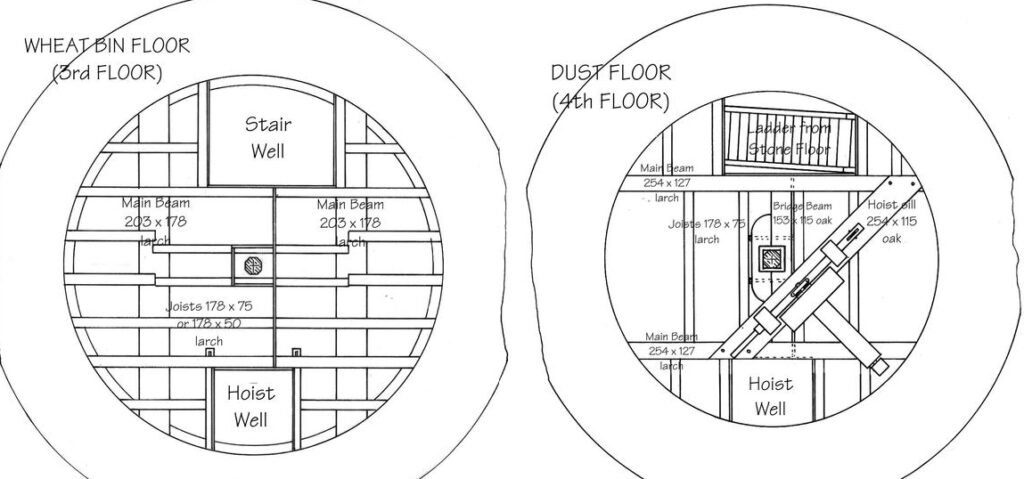
| On seeing up-to-date photographs of the Jerusalem Mill, it became evident that a great deal of design work would be necessary to return it to working order, which was the intention. All machinery and floors had disappeared from the stone tower, leaving only the empty shell. Although the original cast-iron wind-shaft was still in position, it was buried in the concrete “lid” that sealed off the top of the tower. On top of this “lid”, a timber and plywood dome had been constructed, covered in copper sheets. The four sweeps were short and made from laminated hardwood, with steel framing. The visitors had brought some old external photographs of the mill, and Geoff produced a very old photo taken shortly after the mill had been completed. These, together with other photographs that came to light later on, gave a good idea of what the mill looked like from outside in its heyday. The interior layout, however, was another matter. From contemporary accounts of the mill’s construction in 1857, it was known that the mill had two pairs of millstones plus a flour dresser and grain cleaning equipment. Beyond that, no further information seemed to be forthcoming until Geoff Holman found an old notebook that had been passed down through his family. In it were various fascinating snippets of information, including the contents of the millwrights’ toolbox shipped from England, the various sums paid to Arab masons for constructing the tower, and the cost of transporting components by donkey and camel. Unfortunately, there were no mechanical details, but there were some rather cryptic measurements of the tower, the floors and their main beams or “girders”. The mill’s tower has a cylindrical base with the taper commencing at about a quarter of the way up, giving a total height of 42 feet. It seems that this cylindrical base was not in the original plan, and the measurements assumed that the first floor was to be the stone floor. This caused us much confusion until we realised that there had been a change of thinking, and the base had been added to give more elevation. Maybe the millwrights changed their minds on actually arriving from England and seeing the site for themselves. The mill is not actually on top of the hill, but a little below the brow, so the extra height is needed, particularly now with so much development in the area. Having made that discovery, it was easier to relate the measurements to the existing tower. The first floor was the spout floor, the second was the stone floor, and the third was the “wheat bin floor” i.e. the floor forming the bottoms of the bins. No reference was made to the dust floor, which was probably just a small walkway supported off the bin floor via the partitions. | |
| The following day dawned fine, and the party visited Draper’s Mill at Margate, and the day after we visited Stelling Minnis, Willesborough and Sarre. Suitably fired with enthusiasm, the visitors returned home to try and carry their project further. I was asked to come up with a costing for the millwork, and also some drawings of the mill as it would look when restored. A meeting in Jerusalem was fixed for 10th November 2007, but the drawings weren’t quite ready and completing them involved late night working right up to the time of departure. Finally, I left home for an overnight flight from London Heathrow to Ben Gurion Airport between Tel Aviv and Jerusalem. A cab took me to the city, and I got my first sight of the windmill, situated on the other side of a valley opposite the Jaffa Gate. Although in winter time, the mill shimmered in the heat haze, and seemed strangely out of place in its surroundings of modern development, some of it high rise. | |

(Mills Archive Collection, PARG-DIG-02-101)
| The meeting went well, and it was agreed to proceed with fund raising. A permit was required to alter the building, and as the mill was in a residential area, investigations had to be made about possible noise nuisance. The designs also had to be checked for safety by a structural engineer. The process of getting the permit was expected to take 3 months, but in actual fact it took more than a year! Later that day I got my first close-up view of the mill, and also saw inside, but it was rather disappointing. The mill was empty from top to bottom with no evidence of the floors except for the narrow ledges upon which the joists formerly rested. The underside of the concrete lid could be seen, with the old wind-shaft emerging through it, and its tail end fixed to a steel joist set into the stonework. The dummy sails were very short, and the stocks were made from laminated hardwood. The old mill deserved better, but it would be nearly five years before a set of working Kentish sweeps graced the skyline again. On returning to England my task was to design the interior floors and machinery for the mill. The old Holman notebook gave the dimensions and positions of most of the beams but told nothing of the machinery. However, an old letter dating from December 21st, 1866, turned up in the Holman archives. After working nine years without the attention of a millwright, the mill needed some spare parts, and the miller, Isaac Rosenthall, wrote to Holmans detailing what was required. Some of the brake-wheel cogs had worn out, and 72 new cogs were needed to replace them. The stone nut cogs had suffered too, and 50 new cogs were required to get them working again. This was the first hard information about the machinery, but the number of cogs in the wallower and spur wheels remained unknown. To help me design a set of authentic machinery, I relied on photographs, and the remaining windmills attributed to the Holmans. Many adjustments had to be made to the design as more information came in. Gerrit Keunen spent much time in various archives around the world searching for information on the mill. His dream was to find detailed drawings or an inventory of the mill’s interior, but this was not to be realised. What he did find were many photographs of the exterior, which were very useful in designing the sweeps and fantail. It was also possible to piece together the mill’s history after it ceased working. To finalise designs for the Montefiore Mill, I needed to view the mill at closer quarters, and measure the parts that were inaccessible. The cap was sealed by the concrete lid underneath it, and only the rear end of the windshaft could be seen peeping out from underneath. Of particular importance were the floor heights and diameters, and also the diameter of the tower under the cap. I set off for Jerusalem again on 1st March 2010 to meet Herman and Gerrit, arriving late in the evening. The morning was fine, and we went to the mill. A scaffolding had been raised inside the mill, giving access right to the top just under the concrete lid. A tower scaffold had also been erected outside to give access to the cap. A segment of the copper cladding had been taken off, allowing the interior to be inspected. Unfortunately, the wall thickness could not be measured due to the concrete lid. Luckily, the construction workers who had built the scaffolding were on hand, so I got them to drill 4 holes horizontally through the mortar bed joints at different places. The measurement was established by poking a stick through the wall until Gerrit could just see it emerging outside, and the thickness averaged at just over 20 inches. Back in England, I spent the rest of 2010 making more drawings, on and off, based on the accurate measurements obtained in Jerusalem. By December 2010, some money had been raised, and the project began to move. A meeting was called at Littlebourne, and I met Willem Dijkstra for the first time. Willem is a young millwright based in Sloten, Friesland, and he had been chosen to carry out a proportion of the work on the Montefiore Mill. It was agreed initially that Willem should make most of the wooden parts of the Jerusalem Mill, whilst I would produce the cast-iron and steel components. Thus, Willem could start soon on framing up the floors in his workshop, giving me time to work on the drawings and patterns for the wheels and shafts etc. I finalised the drawings for the floors in pen and ink, and sent them over to Willem, who scanned them into his computer and made a few minor alterations. The Jerusalem Foundation, owners of the mill, wanted visitors who could not climb the steps to be able to see up the tower, so the sack traps were made larger to allow this to happen. | |

(CC BY-SA 3.0) , via Wikimedia Commons
| Work on the project was due to start in early 2011, but not all the funding was in place, and it was another two months before the official go-ahead was given, so the work started late. By the end of the year, there was a steady flow of either drawings, or patterns or castings from England to Holland as the new parts of the Jerusalem mill took shape in Willem’s workshop. The patterns or castings were strapped on to pallets, and collected by lorry, the drawings were scanned and sent by e-mail. This continued through until 24th January 2012 when the cap, fantail and sweeps were essentially finished. Before dismantling the cap etc. for transport to Israel in containers, interested parties were invited to Sloten to see the results of our hard work. Tim Whiting and I flew over to Holland for the day to attend the event. It was a fine day, and as well as seeing the new cap in Willem’s workshop, the smock corn mill of Sloten was turning for the occasion. We weren’t able to find a suitable pair of French burr millstones, so Willem decided to purchase a pair of new, Dutch composition stones for the mill. Although the mill originally had two pairs of stones, it was decided to fit only one pair because of the restricted space on the stone floor. It is intended for the public to view the interior of the mill, so it made sense to have enough room on the stone floor for a reasonably-sized party of visitors to stand comfortably. There is always the option to fit another pair of stones later if desired. By April 2012 It was time for Willem to depart for Jerusalem with his family to start work on site. Already, the cap and old wind-shaft had been removed, leaving the tower ready to receive its new working parts. I had originally intended to join Willem for the on-site phase but decided that the Jerusalem summer would be too hot for me to cope with. The summer did, indeed become very hot, 40 degrees Centigrade being reached at times. Although not 100% complete, the mill was officially opened on 28th August 2012 by the Prime Minister of Israel accompanied by the Mayor of Jerusalem. Although there was not much wind, the fully-shuttered sweeps turned during the ceremony. The mill is surrounded by trees and buildings, so it may not be able to grind by wind power very often. Electric auxiliary power is to be provided, driving by an extra stone nut engaging the great spur wheel. An electrically-driven flour dresser is to be provided so that saleable flour can be produced. The restoration of this mill is a wonderful achievement by the fund-raisers, and it is good to know that the mill is now as near authentic as it possibly could be. | |
